
Solución hidráulica completa en una laminadora
Máquinas especiales Ratio-Drive®, cilindros hidráulicos, unidad de bloqueo
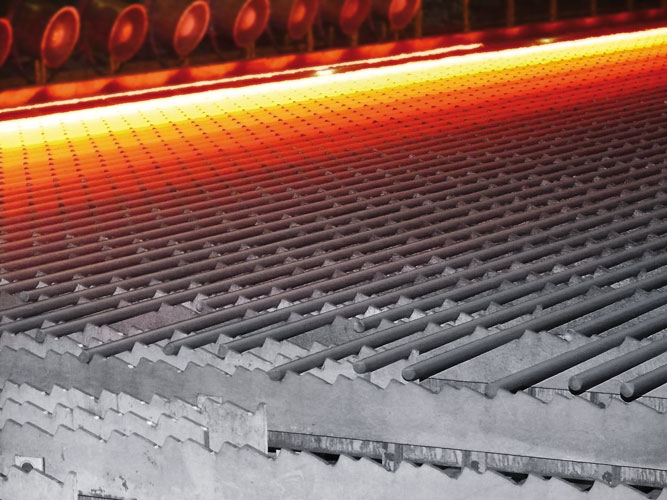
A 12 m/s, los vástagos de acero al rojo vivo salen del bloque de laminación de la acerería de Georgsmarienhütte hacia el lecho de enfriamiento. Una cizalla de arranque y parada corta los cordones de laminación a la longitud del lecho de enfriamiento. El proceso de frenado y transferencia de las barras laminadas desde la dirección longitudinal al transporte transversal del lecho de enfriamiento se realiza en la zona de entrada del lecho de enfriamiento mediante desviadores, dispositivos de separación y el corredero de frenado.
La seguridad funcional de estos procesos depende esencialmente de la interacción precisa de los distintos componentes técnicos. Por lo tanto, la manipulación completa de las varillas de laminación se realiza mediante un proceso dinámico, al final del cual los rastrillos de la plataforma de enfriamiento se hacen cargo de las varillas de laminación.
Una solución hidráulica completa de Hänchen genera aquí movimientos lineales síncronos, con una construcción y tecnología de bajo desgaste y mantenimiento. De este modo, las varillas de laminación se posicionan de forma fiable. Este proyecto especial de ingeniería mecánica incluye el diseño del sistema, la producción y el suministro del hardware, así como la puesta en marcha.
- Histéresis cercana a 0
- Evite costosos tiempos de inactividad de la instalación
- Alta precisión de regulación
- Implementación integral


- 160 mm de longitud de recorrido
- 12 toneladas de masa en movimiento
- Sincronización con +/- 1,5 mm
- Ciclo de 1,4 segundos
- Asesoramiento hidráulico y contratista general para la implementación del sistema de accionamiento
- Programación de control de secuencia específico del cliente
- Sustitución de la solución eléctrica original por una solución hidráulica con el objetivo de minimizar considerablemente los intervalos de mantenimiento y el desgaste.
El desafío:
mover 12 toneladas cada 1,4 segundos
Al final del tren de laminación espera, por lo tanto, un reto técnico especial: Un carro de freno transporta las barras de un máximo de 40 metros de longitud hacia un lado en dirección a la bancada de enfriamiento. La siguiente barra de laminación se desplaza a velocidad constante junto a la barra cortada. Esta se eleva a la bancada de enfriamiento de rejilla, en cuanto se detiene. La nueva barra de laminación también se mueve ahora, aún al rojo vivo, sobre el carro de freno en dirección a la bancada de enfriamiento. Este vuelco es un acto de fuerza: En un plazo de 1,4 s, el carro de freno debe mover una carga de hasta 12 toneladas compuesta por componentes y la barra de laminación. Tres cilindros hidráulicos realizan un movimiento de más de 160 mm con alta aceleración, masa y velocidad con una precisión de +/- 1,5 mm de forma sincronizada. Este proceso se realiza mediante Ratio-Drive®, una solución de accionamiento lineal completa de Hänchen. La base del hardware son los 3 cilindros hidráulicos, que sustituyen a la anterior electromecánica. De este modo, se pueden minimizar considerablemente los intervalos de mantenimiento y el desgaste. En 2006, GMH realizó este cambio tecnológico hacia la hidráulica. Para el Dr. Jürgen Wagner, jefe de equipo de mantenimiento mecánico, era importante no solo obtener hardware, sino desarrollar junto con Hänchen una solución tecnológica completamente nueva. “Hänchen aportó los conocimientos técnicos para la integración de todo el sistema”.
La aplicación Ratio-Drive® sustituye a una construcción electromecánica. Debido a sus movimientos sinusoidales inflexibles predefinidos por una excéntrica y al comportamiento de arranque y regulación “duro” del actuador, esta requería una alta carga de los componentes. A esto se añadían las cargas de vibración debidas a la regulación constante. La consecuencia fue una fatiga del material correspondientemente pronunciada en una gran cantidad de puntos de unión y de inversión. Las cargas se vieron reforzadas porque el carro de freno solo podía accionarse a través de un único punto de intervención. Esto provocaba elevadas fuerzas de palanca. La electromecánica, compuesta por motor, engranaje, acoplamiento, bloques de inversión y eje excéntrico, estaba agotada según la experiencia de los encargados del mantenimiento. Por lo tanto, en Georgsmarienhütte (GMH) se decidió cambiar de la mecánica a la hidráulica.
Una solución completa
Hidráulica, electricidad, software
La solución suministrada por Hänchen abarca desde el cilindro hidráulico hasta la programación de control, desarrollada y configurada por ellos mismos, incluyendo hidráulica, electrónica, software, procesamiento de datos e ingeniería, es decir, toda la hidromecatrónica. Los cilindros hidráulicos son el negocio principal de Hänchen en la producción. En GMH se utilizan cilindros hidráulicos en la denominada versión Servocop®. Esta serie estándar está equipada aquí con un sistema de medición de desplazamiento integrado y un transductor de presión. Es especialmente resistente al efecto stick-slip, tiene un bajo par de arranque, una respuesta sensible y una reproducibilidad de movimientos particularmente buena; está optimizada en cuanto a fricción y es neutra en cuanto a fugas. Estos cilindros hidráulicos son extremadamente robustos y están diseñados para velocidades de hasta 1 m/s. A pesar de estas características de rendimiento, la versión Servocop® es considerablemente más económica que los modelos de gama alta Servofloat® y Servobear®. Con estos dos últimos, Hänchen puede, en otras aplicaciones, realizar de serie velocidades de hasta 4 m/s, frecuencias de hasta 500 Hz con curvas reguladas y fuerzas de hasta 9 MN con una precisión de posicionamiento de unas pocas µm. Los diseños especiales alcanzan rendimientos aún mucho mayores.
Para GMH, como cliente, la tarea principal consistió en la integración del sistema y la ingeniería: Tan crucial como la precisión de la sincronización fue la programación de una interacción de todos los componentes que fuera lo más cuidadosa posible con el material. Los desafíos particulares incluyeron las altas masas, las aceleraciones extremas, los diversos acoplamientos forzados y las interacciones mecánicas debido, entre otros factores, a la holgura de los componentes inducida térmicamente. Por lo tanto, la configuración fina se realizó en el sistema en funcionamiento.
Hänchen como contratista general
para un sistema de accionamiento completo
En esta solución también se utilizaron diversos productos de terceros como válvulas, tuberías, componentes eléctricos, electrónicos, sistemas de medición y ordenadores. GMH tuvo un único interlocutor responsable con el especialista en hidráulica de Suabia. El sistema completo Ratio-Drive® constituye un sistema cerrado que recibe consignas externas y realiza movimientos lineales. Además, debía integrarse en el control de la planta a través de interfaces, y el cableado y las tuberías también eran tarea de los desarrolladores de Ratio-Drive®. La hidromecatrónica de Hänchen recibe las consignas de posición a través de una interfaz Profibus: "captura" (0 mm), "transferencia" (160 mm) y "posición inicial" (100 mm). En esta posición inicial, el cilindro hidráulico se fija mediante la unidad de bloqueo hidráulica Ratio-Clamp®. Para ello, los muelles de disco aplican la fuerza de bloqueo a través de un cono en una barra circular hasta que la hidráulica vuelve a tener la presión de liberación definida. De este modo, se garantiza una fijación permanente en cualquier estado de desconexión.

La unidad de bloqueo accionada por muelle de Hänchen mantiene las cargas elevadas de forma segura en posición durante un tiempo ilimitado sin presión hidráulica.
Software y ordenador en tiempo real
para una secuencia de movimientos precisa
Tras la activación del movimiento mediante una nueva consigna de posición, el sistema informático en tiempo real implementado por Hänchen, como componente del Ratio-Drive® en combinación con el software Ratio-Drive®, calcula la secuencia de movimiento precisa. Para nosotros, la regulación descentralizada supone un cambio, ya que se trabaja con un subsistema autónomo", informa Burkhard Schmidt, jefe de equipo de mantenimiento eléctrico. "Debido a la precisión en la regulación de doble vástago, nos decidimos por un sistema autónomo que Hänchen concibió, gestionó e integró por completo. ISIS, nuestro socio para el control, fue subproveedor, por lo que Hänchen asumió el papel de contratista general." Los sistemas de medición de desplazamiento integrados en los tres cilindros hidráulicos proporcionan los valores reales para el bucle de control cerrado y los comunican al control de la instalación a través del bus. Sin embargo, cómo los cilindros hidráulicos alcanzan su posición de forma sincronizada y con la menor carga posible para la mecánica es una tarea interna del software Ratio-Drive®. Se basa en un sistema modular que los desarrolladores de software de Suabia han ampliado y optimizado repetidamente a lo largo de los años. Además, GMH cuenta con un control de secuencia personalizado programado individualmente. Las únicas integraciones son el bus como interfaz electrónica, los tres puntos de intervención en la corredera como interfaces mecánicas y el suministro de energía eléctrica. Todo el Ratio-Drive® funciona así como una caja negra integrada en la instalación.
Histéresis tendiendo a 0
En el marco de este concepto de caja negra, los cilindros hidráulicos realizan un movimiento en el que la fuerza y la velocidad pueden regularse en todo momento. Así, la aceleración para cada segmento del movimiento puede definirse dentro de amplios límites, lo que minimiza el desgaste del material gracias a las curvas de aceleración optimizadas por el sistema. Y las pérdidas por fricción debidas a la suciedad y otras perturbaciones solo desempeñan un papel menor. En muchas situaciones, el sistema puede compensar las influencias de una mayor presión, y los posibles errores pueden corregirse en el siguiente mantenimiento. Se eliminan los costosos tiempos de inactividad de la instalación. Pero la principal ventaja es la baja histéresis: «La histéresis tiende a 0», resume el Dr. Wagner. «De este modo, siempre nos movemos a posiciones claramente definidas.» El sistema de accionamiento completo, resultado de la competencia en sistemas de mantenimiento de GMH y los conocimientos hidromecatrónicos de Hänchen, ha demostrado su eficacia en dos años. Y eso no es todo: «Ya se están considerando otros proyectos futuros.»
© Hänchen 2011